
Back in 2016, I posted an article on laboratory testing for cement slurries. In this article, I briefly referred to the changes in the preparation of the slurry in the laboratory, to account for the additional mixing energy typical in small slurry volume jobs using a batch-mixer. (Like in coiled tubing/CT operations).
A typical use for additional blending time
It is common in CT service companies to increase the time in the blender at 12,000 rpm. The purpose is to ‘simulate’ the additional mixing energy created, not only inside the batch-mixer but also through the CT when compared with the mixing energy derived from the standard API procedure. This knowledge has widely known for the last two decades.
Recently I found an article published in 1996, with some interesting conclusions about the effect of mixing energy on slurry properties. The article, in fact, concludes that mixing energy is not as important as shear rate.
Below are some relevant findings in this study:
- At equal mixing energies, direct comparisons between the different devices (laboratory blender or field equipment) never led to matching results. In all cases, the differences among mixing devices were much more pronounced than the differences among various levels of mixing energy.
- As the shear rate increases, the yield point declines dramatically at the lower shear rates and then tends to increase.
- Shear rate is far more important than mixing energy in controlling slurry properties.
Here there is some good and bad news for CT engineers. The most important is that even if total mixing energy is higher when using the batch-mixer, the rate at which shear is applied is lower than lab equipment. This could lead to differences, the most important being rheology, a critical factor CT cementing.
Recent experience
Recently, I experienced the difference between laboratory and field equipment for a small cement slurry volume. In this case, the ‘standard’ additional mixing energy calculation was done and applied in the laboratory slurry preparation. All test protocols were followed for both the pilot testing and testing using field mix water. All slurry properties were in range for CT cementing and as intended.
However, during field mixing the slurry changed dramatically deviating from the expected behavior seen in the lab. Specifically, the slurry displayed high viscosity and gel strength development, which eventually caused the job to be aborted. Later during a yard test, again the slurry showed the similar behavior that was completely different from the performance in the laboratory.
An older personal example
Here is an older example, this one from my earlier days. The effect of mixing energy was investigated prior to a small volume cementing operation (cement squeeze) a using batch-mixer. We saw the following results.
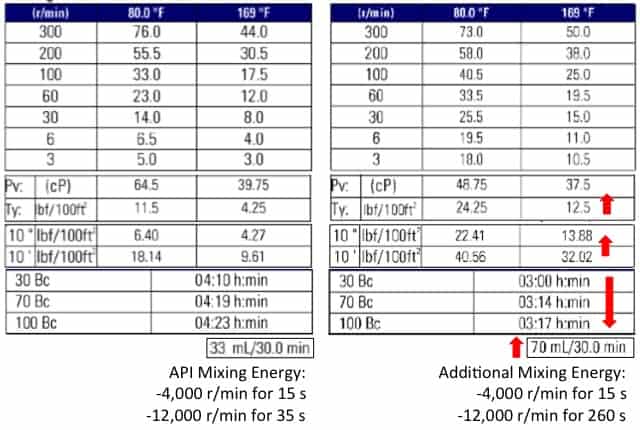
In this case, we simulated the additional mixing energy with an extended time at 12,000 rpm. This caused an increase in Yield Point, Gel development, fluid loss and a decreased in thickening time. The cement slurry needed to be redesigned to counteract this effect and keep the properties in range to achieve the operational conditions and objectives.
As the article concludes:
“The cement mixing process is not completely understood. The various cement types and a large number of additives contribute significantly to the complexity”.
Reproducing mixing energy in the laboratory, using standard formulas, is definitely more practical and easy to implement. But, if the shear rate is more relevant to the final properties, the risk of experiencing unwanted cement slurry behavior in the field remains.
Please take a look at the article and share your opinion or experiences
Looking forward to your feedback
Cheers
L. Diaz
Assuming that you don’t have a mixer in the lab that could reach 12000 RPM (not even close to 4000 RPM), is there any possible way to mix your cement slurries in your lab with a mixer with only 2000 RPM? if yes, what would be the best modified method to give as close as possible results to the standard API procedure?
your feedback is highly appreciated
Thanks and regards
Samer, let me do the calculation. If possible, after several minutes, I would think
Will reply with more info …
Bye for now
L. Diaz