1. Considerations for Pre-flush/Spacer
In liner cementing operations, the bottom wiper plug, which is responsible for mechanically separating the cement slurry from the spacer ahead, is sometimes not available. This availability issue is due to the characteristics of many common liner tool systems in use.
This limitation results in increased front-end contamination of the cement slurry with the spacer (and sometimes mud as well). The simple reason is related to the rheology and density of the cementing fluids.
The cement slurry and spacer are designed to work on their way up in the annulus for mud removal. On the contrary, while flowing down the pipes, this purposely designed rheology and density will likely favor fluid intermixing. The magnitude of this fluid intermixing and contamination depends on many factors, but primarily on fluid characteristics, length and ID of the pipes.
The main consequences of this effect are summarized below:
- Diminished mud removal. Partial or full replacement of individual fluid properties of the leading cement slurry and spacer result in a contaminated fluid front. This endangers mud removal and in most cases would favor channeling.
- Diminished cement slurry mechanical properties. Depending on the percentage of cement slurry in the mixture, there is a delay in compressive strength development and its final value reduced. In some cases, for greater contamination, cement slurry could suffer liquid-solid separation or segregation before being able to set.
- Increased static gel strength development of the intermixed fluid volume. The cement contaminated fluid volume may develop lower thickening time or increased gelling tendency due to inter-fluid incompatibility. This change in structure risks the capacity to POOH the DP at the end of a job.
- Higher ECD in the open hole due to increased friction pressure, potentially leading to losses while cementing.
- Increased risk of plugging the liner hanger (reduced flow area).
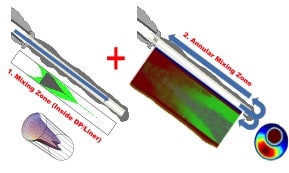
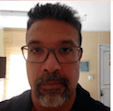
The effect of the absence of a mechanical barrier (bottom plug) between the cement slurry and spacer ahead is the formation of two zones of contamination: 1) While fluids flow down the pipes (zone 1), and 2) While flowing up in the annulus (zone 2).
The end consequence of this increased contamination occurring in liner cementing has the potential to affect the cement bond higher up in the annulus.
To remove this adverse effect, consider the following solutions.
Solutions acting both in zone 1 and zone 2 (mitigation)
- Fluid properties (rheology and density).
In literature, we see the relationship between mud removal and these two properties widely explained. However, as mentioned before, the ‘best’ values for rheology and density for mud displacement in the annular gap is more than likely the ‘worst’ value to prevent fluid intermixing on the way down the pipes.
For best results, it’s better to design the characteristics of the fluids to be 60 to 80% of the optimum for mud removal in the open hole. This percentage is affected by the trajectory/deviation of the well (direction of gravity vs. direction of flow). For the vertical wells, it starts with 60% up to about 80% for the highly deviated ones.
- The fluids volume.
Increasing the volume of either the cement slurry or the spacer will help to push the contaminated front-end to the overlap and above the liner hanger.
The drilling engineer and the cementing company will be required to work closely. The ‘best’ solution to maximize the presence of un-contaminated cement in the zone of interest will be a balance between the following:
- The position of the liner hanger (length of the overlap);
- Method and associated risk to remove excess contaminated fluids on top of the liner hanger (length of contaminated fluids on top of the liner hanger);
- Cementing fluid characteristics, such as rheology and density (volume of contaminated fluids).
In any case, accurate simulations conducted by the cementing company are essential.
- Elimination of the spacer.
In some cases, we can confirm compatibility between the cement slurry and the mud by proper laboratory testing. (For WBM for example). In this instance, we can completely remove the spacer from the cement job design.
Removing the spacer will reduce the volume of the contaminated front-end, and it would ease the design of the cement job significantly. However, this could require the use of additional chemicals in the portion ahead of the cement slurry, like a surfactant or other additives to mitigate the effects of the contamination with mud.
Solutions acting in zone 1 (prevention)
- Use of a double plug liner tool system.
The only appropriate preventive measure. The drilling engineer will be required to consider this alternative (available systems, cost, risk, etc.) from the very conceptualization and design of the well.
Solutions acting in zone 2
The solutions applicable in the annular space will provide an improvement across the entire open hole. The overall action will be more significant for wells with more than 30o deviation.
- Centralization (prevention).
Improved stand-off will reduce the chances of channeling in the annular space. (Also, reducing any further increment of the volume contaminated at the front-end).
- Rotation (mitigation).
A rotation will help increase the effective capacity, and it is mandatory for highly deviated wells.
2. Fluids Placement challenges in liner cementing
In liner cementing, (and more relevant to deviated wells), the following elements are especially essential to consider in the cementing job design and fluid placement.
- Restriction to flow in the liner hanger
We need to consider the liner hanger in the cementing job design to prevent the inducement of losses. It constitutes a restriction to flow and increases the friction pressure and consequently the ECD during the cement job. This restriction is a limiting factor for mud removal in regards to pumping rate and fluids rheology.
- Proper hole cleaning before the setting of the liner
The cement slurry due to its characteristics, higher density, and rheology, has an improved carrying capacity during the cementing operations where annular velocities are comparable to those while drilling. In case cuttings or solids are still in the hole due to insufficient hole cleaning prior running the casing, these solids should be lifted and carried ahead by the cement slurries. Not doing so will bring the risk of plugging the annular gap or the liner hanger. This would ultimately cause a sudden increase in pumping pressure leading to total losses or even un-displaced cement left inside the casing.
- Coupling event between wiper dart and top plug at the liner hanger
It is a common practice to lower the pumping rate when the drill pipe wiper plug is about to reach the liner hanger to latch the casing top plug. However, this reduction in rate hinders mud removal, when cementing fluids are already transiting the annular gap. This reduction of pumping rate below the recommended value for mud removal has to be reduced or even avoided, altogether.
We recommend the following actions:
- Proper estimation of the DP capacity to liner hanger, by including the reduction of internal diameter at the tool joints;
- Conduct a risk analysis with the liner hanger company
- Temperature simulation.
Well geometry and trajectory will affect the circulating temperature in liner cement differently in comparison to casing cementing.
In cementing liners, the maximum circulating temperature value considered for defining the thickening time of the cement slurry is not necessarily at the bottom of the hole. Particularly for deviated wells, the maximum circulating temperature is often located at the liner hanger. In any case, temperature simulations are mandatory for liner cementing.
Please let me know if you find this article useful, or have any comments or suggestions.
Cheers
L. Diaz

gd morning from here my name is Christopher agubor working with NPDC Nigeria . please I want find out if there is any or special way to run liner hanger in horizontal well or deviated well also
Hi Christopher
First of all thanks for visiting my site and for your question
To answer your question, please understand that I am a cementing expert not a liner specialist, but I like to give it a try.
The most important thing would be to be able to run the liner to bottom, so the drill pipe, running string and liner tool configuration needs to account for that and be designed using a torque and drag application. This would include the selection of centralizers to lower friction and facilitate both running down and further rotation if planned.
Also due to the hole profile and shape, acknowledging difficulties for hole cleaning the shoe must be such to facilitate passing thru certain spots, if encountered
Liner Top packers are usually included along with an ample overlap between casings, and sometimes the setting procedure varies, before or after cementing … and when is after cementing, it can really complicates cementing. Why ? well controlling the top of cement and cement-contaminated fluids, thickening time or gel strength development can be tricky depending on depth, temperature, length of operation, mud in the hole, etc.
From cementing point of view, additional challenges derives from the drilling phase and resulting hole quality, same as they do for running the liner.
Hope this helps
I also invite you to look in http://my-spread.com for more detailed and specific answers about running liners, DP and liner tool configurations.
Cheers
L. Diaz
Hi Diaz,
Is it possible to cement a liner with two cement slurry densities. In our case, we are drilling with a MW of 1.62sg and LOT EMW is 1.67sg. We are drilling in a very narrow window because we had a kick earlier and we cannot reduce MW less then this value. If we use a slurry of 1.90sg of density, we will exceed the fracture gradient. For this reason, I wish to have your advice.
Many thanks in advance
Raouf
Hi Raouf,
Yes, it is possible to use Lead and Tail in Liners. Just please consider that good cement at the previous casing shoe and in the overlap (sometimes) is required for zonal isolation.
Cheers
L. Diaz
Hi Diaz,
Please from your experience, what is the solution if floats are leaking after doing a liner cmt job…
Thanks
Hi Ahmed, a possible solution is to allow the well to balance itself, since in liners the annular clearances are relatively small, friction pressure would at in our favour, depending on the slurry properties (Yield point, gels), preventing cement goes too high above the landing collar.
This risk however should be properly assessed before the job, if space above the landing collar is an issue, for example the zone of interest for the lower completion, space for perforating guns, etc. All to prevent an extra run to mill excess cement inside the casing.
Another consideration is the length of the liner overlap, for instance to ensure the TOC remains above previous casing shoe after self-balancing the cement column.
In any case, something we should avoid is unnecessarily long thickening time, in practical terms. This includes properly accounting for all safety factors with effect on the thickening time, like the method to calculate BHCT, including static periods, including circulation and POOH time plus the actual safety factor, among other things. Excessive thickening time would have an effect on setting time (Gel + CS development) and could make the slurry easier to flow back and for longer time, let by hydrostatic forces.
In any case, CemPRO+ has an output called the balance point, which basically tells where the TOC of cement would be in the absence or failure of float equipment
L. Diaz
Hi Diaz,
Is there any risk of bringing the cement 100ft above the liner and the picking up the drill pipe 50ft above top of liner to wash out excess cement thereby leaving 50ft of cement above top of Liner. What is the best practice
Hi Mr L.Diaz
I hope you are well,
I found the topic is very interesting to me ,
in case of float equipment failure in normal casing cementing job after pumping plug we pump the volume of the return back and close the cement head valve till the cement set. what we should do if we face the same situation in liner cement job you answer is highly appreciated.
Hi Elnour
In case of liner the alternative is to set the packer to reduce / mitigate back flow. In case of depth liners this could be a big problem, reason why redundancy of float equipment is primordial.
what cause the liner mechanical failure, and what the most comment issues for the liner cement job.
1. feilure to POOH (rig failure) after cement job, failure to disconnect setting tool (liner tool failure), Plugging the LH with hole devris / annular pack off (hole problems), unable to release bottom or top plug, breaking the pins (tool failure), Issues with Packer setting (tool failure), Cementing Problems (early or premature gelling or setting)